Осуществляем все виды и типы очистки котлов от накипи и отложений, в том числе предпусковую (послемонтажную) промывку котлов.
Стоимость промывки котла зависит от разных факторов: типа котла, объёма котла, свойств и толщины накипи, способа прочистки и удалённости от города Москвы. В зависимости от объёма работ и технического состояния котла возможно изменение цены.
Заявку на расчет цены на предпусковую промывку паровых и водогрейных котлов можете оставить, позвонив по телефону +7(495) 923-5323 или написав сообщение на электронную почту info@stem-com.ru. Цены и условия обсуждаются. Работаем не только по г. Москве и Московской области. Работа в отдаленных областях Россиирассчитываетсяиндивидуально.
Промывка котлов
Предпусковая и эксплуатационная промывка котлов
Промывка котлов по своему назначению может быть разделена на два вида: предпусковую и эксплуатационную.
Предпусковая химическая очисткакотла решает задачу удаления из вновь смонтированного котла разнообразных загрязнений, среди которых продукты коррозии, заводская окалина, остатки консервационных смазок и т.д.
Эксплуатационная химическая очистка котла предназначена для удаления из оборудования отложений в виде накипи и продуктов коррозии, связанных с несоблюдением водно-химического режима ВХР (водно-химический режим), а также «стояночной» коррозии, возникающей из-за некорректной консервации неработающего оборудования.
Необходимость предпусковой (послемонтажной) промывки
При прокатке труб и последующей их термообработке металл подвергается нагреву, окалина, возникающая на металле вследствие нагрева, в своей основе представляет магнетит. Хотя окалина присутствует в котле в сравнительно небольшом количестве, она представляет конкретную опасность. При резких сменах теплового режима, происходящих во время пусков и остановок, частицы окалины могут отделяться от поверхности и загрязнять пароводяной тракт котла, а оставшиеся «островки» окалины вызывают местную коррозию металла. Поэтому промывка загрязнений в котлах, удаляемых при предпусковых промывках, является гарантией безаварийной и эффективной эксплуатации котлов после монтажа.
В чем отличие предпусковой и эксплуатационной промывки котлов
Хотя химическая очистка котлов обоих видов преследует одну и ту же цель – обеспечение энергоэффективной работы и безопасной эксплуатации оборудования — но значительные отличия в составе удаляемых отложений определяют разный подход в технологиях очистки.
Отложения, удаляемые при эксплуатационных очистках, разнообразны по своему составу, в то время как во время предпусковых очисток удаляются относительно похожие загрязнения.
Предпусковая очисткапарового котла позволяет получить пар приемлемой чистоты в кратчайшие сроки, в то же время без этой процедуры котел высокого давления выдает пар удовлетворительной чистоты только через 3 месяца, причем при остановах и последующих растопках качество пара вновь резко ухудшается. В ходе корректно проведенной предпусковой химической очистки должна формироваться сплошная защитная оксидная пленка на поверхности металла. Эта пленка называется пассивационным слоем, препятствующим коррозии в последующее время работы котлоагрегата.
Химическая промывка котла предполагает применение щелочных и кислотных реагентов, основой которых могут бать как минеральные, так и органические кислоты. Поверхностно активные вещества прежде всего дисперсанты и пленкообразующие амины также широко применяются специалистами нашей компании.
Эксплуатационные очистки котла проводятся за время его службы многократно, продолжительность периода между этими очистками определяются условиями эксплуатации — соблюдением установленного водно-химического режима, количеством и продолжительностью простоев и корректностью процедур консервации котла перед этими простоями.
Общие условия для всех схем и методов гидрохимической очистки котлов:
1. Контур циркуляции промывочного раствора должен обеспечить проток через все магистрали и участки котла – деаэраторы и все поверхности нагрева экономайзерные, испарительные и конвективные. 2. Скорость промывочных растворов должна быть достаточной для предотвращения выпадения взвесей в осадок. На основании опытных работ и исследований скорость должна быть не менее 1,2 м\с. для недренируемых участков и не менее 0,6 м\с в дренируемых трубах прямоточных котлов и водяных экономайзерах барабанных котлов. 3. Проведение очистки различными моющими реагентами в зависимости от типа отложений. 4. Схема предпусковой очистки и реагентные емкости должны обеспечить проведение в дальнейшем эксплуатационных очисток.
Принципы химических очисток котлов
Гидрохимическая промывка и очистка котла прежде всего это правильный выбор реагентов и умение их применять в нужных комбинациях.
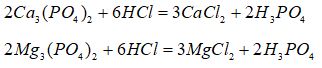
Первый принцип — превращение нерастворимого отложения в соль, хорошо растворимую в воде. Сущность — замена анионной части вещества отложения (карбонатный, фосфатный остаток, кислород окислов) анионом растворителя.
Пример — растворение карбонатной накипи соляной кислотой:
Аналогично происходит удаление указанной кислотой фосфатного шлама:
Растворение соляной кислотой железоокисных отложений лишь частично протекает по данному принципу, т.к. из трех видов окислов железа (вюстит FeO, магнетит Fe3O4, гематит Fe2O3 ) этой соляной кислоте хорошо растворяется лишь вюстит.
Второй принцип очистки — связывание катионной части нерастворимого вещества отложения в прочный комплекс, хорошо растворимый в воде. На этом принципе основана очистка оборудования всеми комплексообразующими реагентами, обычно органического характера, такими, как моноаммонийцитрат, этилендиаминтетрауксусная кислота ЭДТА и ее соли и т.д. На этом же принципе основано растворение окислов меди аммиаком
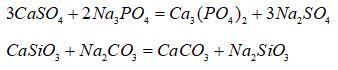
Третий принцип -превращение вещества отложения в другое вещество, также нерастворимое в воде, но способное растворяться в кислоте, других реагентах согласно первому или второму принципу очистки или легко уноситься потоком воды. На этом принципе основаны следующие методы:
обработка отложений раствором фосфата натрия или соды с превращением их в растворимые в соляной кислоте фосфаты или карбонаты (обычно Ca или Mg )
обработка отложений, содержащих металлическую медь, окислителями, с последующим растворением полученных окислов меди соляной кислотой или комплексообразующими реагентами. В качестве таких окислителей применяют персульфат аммония, нитрит или гипохлорит натрия и другие реагенты, например:
Обработка железоокисных отложений гидразином, восстанавливающим окислы Fe3+ до окислов Fe2+ , которые легче растворяются адипиновой кислотой или связываются в комплексы солями этилендиаминтетрауксусной кислоты (ЭДТУ)
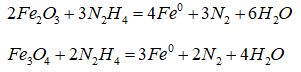
Очистка котлов от железоокисных отложений гидразином при высокой температуре в связи с восстановлением окислов до металлического железа, уносимого потоком промывочной воды, в виде тонко-дисперсной взвеси. Протекание такого процесса описывается реакциями
которые не могут рассматриваться как конечные, так как сопровождаются повторным окислением.
Четвертый принцип удаления отложений — разрушение подслоя отложений, прочно связанного с поверхностью металла, с последующим удалением разрыхленных и отставших от поверхности нагрева отложений потоком воды. На этом принципе основана очистка котлов от железоокисных или смешанных отложений, нерастворимых в кислотах, путем растворения подслоя вюстита серной или соляной кислотой (обычно при кипячении раствора в котле):
Протекание этого процесса усиливается выделением пузырьков водорода в результате воздействия кислоты на металл (Fe+H2SO4=FeSO4+H2), а также пузырьков пара при наружном огневом обогреве труб.
Пятый принцип заключается в растворении основной части отложений, после чего оставшиеся нерастворенными отложения удаляются потоком воды. На этом принципе основана очистка от смешанных железоокисно-кальциевых отложений четырехзамещенными солями этилендиаминтетрауксусной кислоты, т.е. в сильнощелочной среде, в которой эти реагенты не могут связывать в прочные комплексы железо и поэтому лишь частично растворяют его окислы.
Шестой принцип — эмульгировании или диспергировании нерастворимых веществ (или части их) с последующим удалением тонкодисперсной эмульсии или взвеси потоком воды. На этом принципе основано удаление масел или подготовка замасленных отложений к растворению другими реагентами – горячими растворами щелочи, фосфата или специальных эмульгаторов-детергентов. При этом происходит также частичное удаление из котла рыхлой ржавчины.
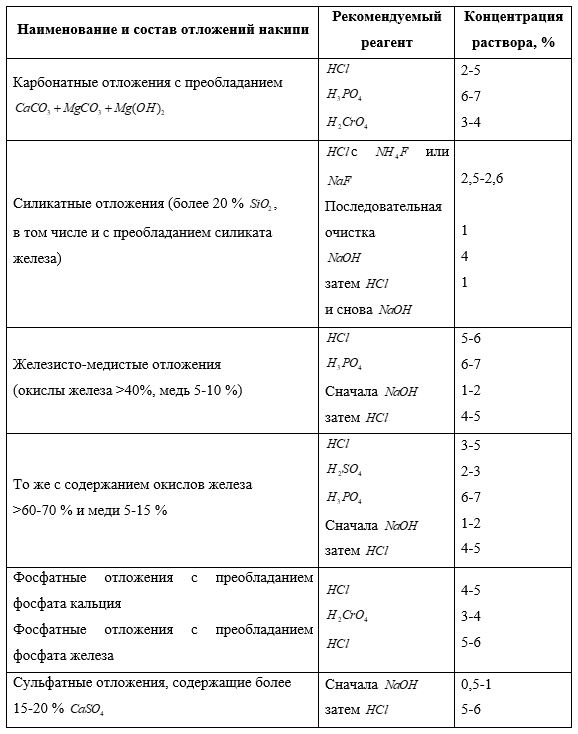
Выбор реагента в зависимости от состава отложений котлов
Пассивация котлов
Для чего применяют пассивацию котлов
Пассивация очищенных поверхностей котла — это обязательный завершающий этап как предпусковой, так и эксплуатационной химической промывки котлов. Основными причинами, вызывающими коррозию котельных поверхностей после химических промывок, являются:
Атмосферное воздействие на оголенный металл.
Водные промывки, проводимые после химической очистки технической водой с высоким содержанием кислорода, а также остатки хлоридов, сульфатов и других соединений, которые способствуют интенсивной коррозии металла.
Способы пассивации котлов
Пассивация котлов после промывки может проводится несколькими способами:
Промывка комбинированными растворами нитрита натрия (0,5%) и моно- и динатрий-фосфатов (по 0,25%), а также нитрита натрия с уротропином по 1% каждого и нитрит натрия с аммиаком при рН среды, равным 10. Температура пассивирующего раствора поддерживается в пределах 40-600С. Длительность циркуляции составляет 4-6 часов
Пароводокислородная пассивация, сущность которой заключается в введение в котел пароводяной смеси с добавлением кислорода. Теоретической основой ПВКО и П является следующее. При окислении металла перегретым паром или горячей водой происходит прямое образование защитной пленки магнетита по уравнению:
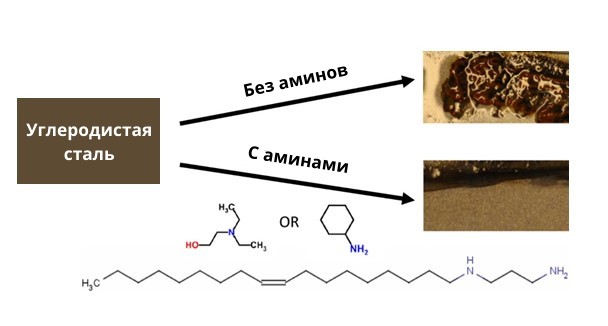
Пассивация пленкообразующими аминами. Метод доказал свою эффективность и широко применяется в нашей практике. Пассивация котлов реагентом Helamin успешно применяется нашей компанией. В момент обработки этим реагентом происходит реакция с растворенным кислородом и кроме того снижается количество соединений железа (III), а красная ржавчина превращается в черный магнетит. Это объясняет почему обрабатываемые аминами котлы имеют внутренние поверхности черного цвета.
Своевременная правильно проведенная пассивация котельного оборудования – залог его экономичной и бесперебойной работы.
Можно дополнительно прочитать Инструкциюпо щелочению паровых и водогрейных котлов, а также статью«Очистка от накипи паровых и водогрейных котлов» руководителя нашей организации, опубликованную в журнале «Промышленные и отопительные котельные и мини-ТЭЦ» № 6 (57) 2019.